
Как сделать фланец из уголка
Обновлено: 05.07.2024
Фланцы круглого и прямоугольного сечения предназначены для соединения сварных воздуховодов соответствующей конфигурации между собой. Являются наиболее ответственными составляющими системы воздуховодов, поскольку на них лежит задача обеспечения герметичности и механической прочности.
| Сечение фланца, мм | Фланец из шины Цена, руб./шт. | Фланец из уголка Цена, руб./шт. | Сечение фланца, мм | Фланец из шины Цена, руб./шт. | Фланец из уголка Цена, руб./шт. |
|---|---|---|---|---|---|
| 100х100 | 55 | 103 | 400х600 | 124 | 423 |
| 100х150 | 60 | 123 | 400х800 | 142 | 636 |
| 100х200 | 64 | 143 | 400х1000 | 226 | 736 |
| 100х250 | 68 | 163 | 400х1200 | 251 | 836 |
| 150х150 | 64 | 143 | 500х500 | 124 | 423 |
| 150х200 | 68 | 163 | 500х600 | 133 | 463 |
| 150х250 | 73 | 183 | 500х800 | 150 | 686 |
| 200х200 | 73 | 183 | 500х1000 | 238 | 786 |
| 200х250 | 77 | 203 | 500х1200 | 263 | 886 |
| 200х300 | 81 | 223 | 500х1600 | 314 | 1 086 |
| 200х400 | 90 | 263 | 500х2000 | 364 | 1 286 |
| 200х500 | 99 | 303 | 600х600 | 142 | 503 |
| 200х600 | 107 | 343 | 600х800 | 159 | 736 |
| 250х250 | 81 | 223 | 600х1000 | 251 | 836 |
| 250х300 | 86 | 243 | 600х1200 | 276 | 936 |
| 250х400 | 94 | 283 | 600х1600 | 326 | 1 136 |
| 250х500 | 103 | 323 | 600х2000 | 377 | 1 336 |
| 250х600 | 111 | 363 | 800х800 | 176 | 836 |
| 250х800 | 129 | 561 | 800х1000 | 276 | 936 |
| 300х300 | 90 | 263 | 800х1200 | 301 | 1 036 |
| 300х400 | 99 | 303 | 800х1500 | 339 | 1 186 |
| 300х500 | 107 | 343 | 800х1600 | 352 | 1 236 |
| 300х600 | 116 | 383 | 800х2000 | 402 | 1 436 |
| 300х800 | 133 | 586 | 1000х1000 | 301 | 1 036 |
| 300х1000 | 213 | 686 | 1000х1200 | 326 | 1 136 |
| 400х400 | 107 | 343 | 1000х1600 | 377 | 1 336 |
| 400х500 | 116 | 383 | 1000х2000 | 427 | 1 536 |
Наша компания работает с 7:30 до 16:00.
Если Вы обратились к нам после 16:00 (по Москве) либо в не рабочее время, отправляйте заявку на любую электронную почту нашей компании, обязательно укажите свои контакты для обратной связи.
Мы обязательно перезвоним Вам как можно быстрее в рабочее время. С уважением, коллектив компании ООО "ВИВА-ВЕНТ".
Использовать сварные швы на элементах трубопровода не всегда удобно. В некоторых местах требуется установка дополнительных изделий – задвижек, насосов. Тогда на помощь приходит фланец – специальная деталь, предназначенная для соединения труб там, где сварка не подходит. Они классифицируются по размерам, материалам изготовления, типу поверхности и другим критериям.
Фланец – определение понятия
Согласно справочнику терминологии, фланец – это плоская деталь с отверстиями, выступающая соединительной частью труб. В отверстия детали крепятся шпильки, болты и другие крепежи, помогающие зафиксировать ее на трубопроводе. Размеры фланцев соответствуют диаметру определенной трубы, поэтому зачастую производитель заранее оснащает трубу таким элементом.

Разновидность фланцаф
Главное требование к соединению труб – герметичность: этот критерий как раз обеспечивает фланец. Он надежно стягивает детали, наделяет соединение надежностью, прочностью, возможностью использования в широком температурном диапазоне. Если осуществлять своевременное техническое обслуживание, фланцевое соединение прослужит долгие годы. Данный вид детали изготавливается согласно ГОСТ, поэтому к нему предъявляют особые требования.
Конструктивные особенности фланцев
На сегодня фланцевое соединение труб является одним из самых популярных и простых соединений, позволяющих быстро и надежно состыковать детали. Это обусловлено конструктивными особенностями:
- круглая (редко квадратная) форма;
- наличие маленьких отверстий по всему периметру;
- плоская конструкция;
- наличие центрального основного отверстия.
Деталь пользуется спросом при сборке трубопровода из-за простоты и скорости работы. Пользователю необходимо вставить фланец на трубу нужного диаметра, после чего прикрутить к такому же приспособлению на другой трубе, если осуществляется состыковка двух деталей. Зачастую производители труб уже оборудуют изделие фланцем на конце, что упрощает работу. Ремонт фланцев требуется тогда, когда на поверхности присутствуют дефекты или нарушена герметизация стыка.
Где применяют фланцы?
Данный тип применяется для сборки трубопровода, монтаж любого фланца происходит только при наличии трубы соответствующего диаметра. Можно выделить несколько областей применения детали:
- сборка гражданских центральных трубопроводов;
- сборка газопроводов;
- монтаж бытовых систем водоснабжения;
- установка теплотрасс;
- сборка промышленных систем и коммуникаций.
Данные детали могут быть элементами трубы, вала, фитинга или корпусной детали. Это универсальное изделие, которое при соединении с другой деталью способно обеспечить герметичность. Элемент выдерживает высокую температуру и давление, поэтому данный вид крепления можно использовать в газопроводах и водопроводах. Параметры, по которым подбирают – размеры, форма уплотнительной поверхности, а также способ крепления.
Основные типы фланцев
Первая классификация, по которой можно разделить все виды – конструктивная. Согласно ей, существуют такие основные типы:
- Плоский приварной – выглядит, как металлическое кольцо с отверстиями по диаметру. Крепится к трубе за счет двух сварных швов по окружности.
- Воротниковый – кроме отверстий по диаметру также оснащен юбкой под приварку. Простой в монтаже, так как фиксируется одним сварным швом.
- Свободный на приварном кольце – состоит из двух элементов: фланца и кольца с одинаковым диаметром и давлением. Кольцо фиксируется на трубе при помощи сварки, а фланец остается свободным, что обеспечивает удобство монтажа.
Указанные типы фланцев применяются для стыковки трубопроводной арматуры и оборудования. Конкретнее определить область, где применяется деталь, поможет материал ее изготовления.
Из чего производят деталь?
В промышленности используются стальные фланцы, однако сталь, из которой изготавливают деталь, также бывает разной. Маркировка стальных фланцев будет определять, в каких условиях лучше использовать данную деталь:
- Сталь 20 – самое применяемое сырье. Это углеродистая сталь, детали из нее применяются для сборки арматуры на магистралях, где внешняя температура не ниже –40 градусов, а внутренние показатели не выше +475 градусов.
- Сталь 09г2с – сталь из сплавов никеля, хрома и молибдена, предназначенная для осуществления сварки. Изделия из данного материала могут эксплуатироваться при внешней температуре от –70 градусов.
- 12Х18Н10Т – криогенная сталь. Детали из данного материала могут использоваться в агрессивной среде, например со щелочами и кислотами. Допустимая температура от – 196 градусов до +350 градусов.
- 10Х17Н13М2Т – коррозийно-стойкая обыкновенная сталь. Крепления из нее эксплуатируются в особо экстремальных условиях, ведь она сохраняет стойкость к коррозии под напряжением. Рабочие температуры от -196 до +600 градусов.
- 15Х5М – низколегированная жаропрочная сталь. Такие изделия имеют высокое сопротивление к окислению при показателях +600-650 градусов.
Данные марки являются самыми используемыми, однако кроме них производители применяют другое сырье. Существуют полипропиленовые модели – они предназначены для стыковки полипропиленовых труб с металлической запорной арматурой. Рабочая температура у такого материала значительно ниже — +80 градусов. К ним в комплекте могут продавать бурт под фланец – специальную деталь для создания фланцевого соединения из полипропилена.

Полипропиленовый фланец
Кроме стали и пропилена используют чугун двух видов – ковкий и серый. Детали из ковкого чугуна используются при рабочих температурах от -30 до +400 градусов, а из серого чугуна – при температуре от -15 до +300 градусов.
Классы давления фланцев
Чертеж фланца с различными обозначениями
Классы давления американской системы соответствуют переводу в МПа:
- 150 psi — 1,03 МПа;
- 300 psi — 2,07 МПа;
- 400 psi — 2,76 МПа;
- 600 psi — 4,14 МПа;
- 900 psi — 6,21 МПа;
- 1500 psi — 10,34 МПа;
- 2000 psi — 13,79 МПа;
- 3000 psi — 20,68 МПа.
В переводе с МПа каждый класс будет указывать на давление фланца в кгс/см². От класса давления зависит, где будет использоваться выбранная деталь.
Типы поверхностей
Данный вид соединительного крепежа можно также поделить согласно типу поверхности уплотнения. Они бывают:
- A – плоскость;
- B – соединительный выступ;
- F – впадина;
- E – выступ;
- D, M – паз;
- С, L – шип;
- K – для линзовой прокладки;
- J – для прокладки овального сечения.
Данные виды ГОСТ были приняты недавно, при этом отмечается, что тип поверхности С, L, а также E выпускаются только по требованию заказчика и не являются штампованными.
Высота выступа
Если взглянуть на чертеж стального фланца, то он имеет несколько параметров, в том числе и высоту выступа. Она обозначается буквами H и B, измерить ее можно во всех типах изделий, кроме того, который имеет нахлесточное соединение. Следует запомнить следующее:
- модели с классом давления 150 и 300 будут иметь высоту выступа 1,6 мм;
- модели с классом давления 400, 600,900,1500 и 2000 имеют высоту выступа 6,4 мм.
В первом случае поставщиками и производителями деталей учитывается поверхность выступа, во втором случае поверхность выступа не входит в указанный параметр. В брошюрах к деталям эти показатели могут указываться в дюймах, где 1,6 мм это 1/16 дюйма, а 6,4 мм – ¼ дюйма.
Геометрия и удельный вес изделий

Чертеж плоского фланца
Еще один важный показатель – вес фланцев. Он зависит не только от объемов, размеров и высоты, но и от его геометрии, материала изготовления. Стоит привести пример: фланец по ГОСТ 12820-80 с Ду 100 плоского типа имеет вес 2,85 кг, тогда как фланец такого же диаметра, но воротникового типа по ГОСТ 12821-80 имеет вес 4,4 кг. Из этого следует, что воротниковые фланцы имеют большую массу, чем плоские детали.
Как производится фланцевое соединение?
Когда необходимо соединить две детали трубопровода используется приварка стального фланца к трубе. Такая фиксация называется фланцевым соединением и в будущем дает возможность разобрать трубопровод, чтобы выполнить ремонт. Чтобы понять, как происходит сборка, необходимо подробно рассмотреть процесс:
- Для состыковки двух элементов применяются плоские детали, имеющие в центре отверстие, куда вставляется торец трубы.
- По периметру кольца размещены отверстия – в них вставляются крепежные элементы: болты или шпильки с гайками.
- Место соединение будет разъемным, чтобы оно было герметичным используют уплотнительные прокладки. Фланцевое соединение призвано стыковать две трубы или присоединять трубу к емкости, оснащенной вводящим патрубком с фланцем.
Фланец можно сделать своими руками – такая деталь отлично подойдет на точило для станка по заточке предметов.
Инструменты для производства соединения
Чтобы самостоятельно осуществить соединение двух деталей трубы, необходимо подготовить инструменты. В основном это оборудование, предназначенное для закручивания болтовых соединений по окружности фланцев:
- ручной ключ;
- накидной ключ;
- пневматический гаечный ударный ключ;
- гидравлический динамометрический ключ;
- болтовой натяжитель гидравлического типа.
Кроме этого потребуется специальная смазка, которая наносится на обе поверхности, чтобы избежать трения деталей и обеспечить легкость крутящего момента. Последовательность работы проста: сначала закручивают первый болт, потом переходят к закрутке того, который находится по диагонали на 180 градусов от первого. Далее переходят к болту, расположенному под углом 90 градусов от второго, а от него – к противоположному.
Советы от мастеров
- Если детали имеют по 4 отверстия, то затягивать болты необходимо накрест.
- Поверхностную часть конструкции необходимо обязательно обезжирить и проверить на предмет коррозии и ржавчины.
- Рекомендуется использовать только новые уплотнительные прокладки, при этом устанавливать их нужно строго по центру.
- Сила затяжки болтов должна быть равномерной – только так можно обеспечить надежное и герметичное фланцевое соединение.
Чтобы в будущем снять фланец используются специальные станки, которые помогают расточить его и разжать болты. Извлечь детали вручную затруднительно, поэтому применяются пневматические инструменты.
Соединение труб с помощью фланцев является удобным и надежным видом состыковки двух деталей. Оно помогает в будущем осуществить ремонт трубопровода путем изъятия соединительных элементов, тогда как сварка не позволит осуществить данную процедуру. Подбирается он в точном соответствии с условиями работы, температурой и диаметром трубы.
Фланцы из стального уголка используются как для офланцовывания сварных, так и оцинкованных воздуховодов. Как правило, изделия с фланцами из уголка используются в системах дымоудаления.
Мы предлагаем прямоугольные фланцы из черной стали любых сечений.
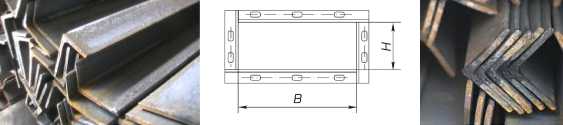
Параметры фланцев прямоугольного сечения
Офланцевание
Сварные прямоугольные фланцы подходят как для изделий из черной стали, так и для оцинкованных изделий. К воздуховоду из черной стали фланец прикрепляется с помощью сварки.
Изготовление
Изготовление фланцев происходит в несколько этапов:
- уголок нарезают на отдельные куски нужной длины, в которых пробивают отверстия под болты определенных размеров и частоты. Длина этих частей, соответственно зависит от сечения будущего фланца
- полученные части в помощью сварки соединяют между собой. Получается рамка из уголка.
- готовый фланец по умолчанию покрывают грунтом ГФ-021. По желанию заказчика, фланец можно не грунтовать.
Монтаж
Два офланцованных изделия соединяют фланцами так, чтобы совпали отверстия на фланцах. Далее при помощи болтов и гаек, фланцы этих изделий прочно соединяются друг с другом. При монтаже офланцованных воздуховодов, между фланцами желательно прокладывать уплотнитель.

Как приварить фланец к трубе? Этим вопросом задаётся большинство людей, которые сталкиваются с монтажом фланцевых соединений. Правила установки включают в себя ряд особенностей, которые необходимо предусмотреть заранее. Грамотный монтаж фланцевых соединений должен содержать в себе четкое понимание того, какого вида у вас фланец. Он бывает 7 видов:
- Воротниковый
- Раструбный
- Резьбовой
- Накидной
- Сквозной
- Плоский
- Глухой
Наиболее распространёнными считаются следующие 2 вида фланцев:
Фланцевые соединения относятся к разъемным соединениям и применяются при установке таких устройств:
- затворы Баттерфляй;
- краны шаровые;
- сильфонные компенсаторы;
- задвижки;
- вибровставки для насосов;
- конденсатоотводчики;
- клапаны;
- фильтры;
- вентили и др.
В дальнейшем при эксплуатации системы такой тип соединения позволяет осуществить ремонт или быструю замену устройств на трубопроводе.
Типы фланцев
Прежде, чем говорить о сварке фланцев, важно изучить их конструкционные особенности. Размеры, форма регламентируются ГОСТом или техническими условиями. Они различаются по геометрии, размерам, делают их из высокоуглеродистых или легированных нержавеющих сталей или сортов чугуна, поддающегося ковке.
По функциональности выделяют две группы фланцев:
- арматурные;
- предназначенные для сосудов и аппаратов.
Конструкционно фланцы делятся на несколько видов:
Фланцевое соединение
И так для чего нужен фланец? А его назначение в том, чтобы организовать фланцевое соединение. Допустим есть два участка трубы и их можно конечно сварить между собой, но тогда это будет жесткое неразъемное соединение, а для того чтобы организовать быстроразъемное фланцевое соединение и применяют фланцы, которые наваривают на концы труб и стягивают болтами с гайками или шпильками с гайками, как на фото ниже.

Сам фланец представляет из себя плоское кольцо или иногда делают в виде квадрата или прямоугольника с отверстием посередине для вставки конца трубы и несколькими равномерно расположенными ближе к внешнему диаметру отверстиями в которые вставляются болты или шпильки, на них накручиваются гайки и два фланца стягиваются между собой. Для герметизации соединения между фланцами ложится прокладка из специальной резины или другого материала для этих целей, например фторопласта. Кстати от вида прокладок бывают и разные исполнения, правильней будет конечно на разных типах и разные прокладки.
Сами по себе трубы между собой стыкуются часто, но больше нужно соединять какие либо аппараты или устройства, например теплообменные аппараты с участком трубопровода по которому подводится какая либо среда. Например посмотрите на фото ниже там находится маслоохладитель мб 25-37 и на концах хорошо видны два фланца цифра 1, которые приварены к патрубкам и на них дополнительно находятся ответные фланцы цифра 2 прикрученные болтами с гайками, это такой комплект поставки при изготовлении теплообменника. Ответные фланцы и нужны заказчику, чтобы организовать соединение аппарата с участком трубопровода.

Допустим заказчик заказал изготовление теплообменника, привез его на место, установил и нужно его подключить. Для этого к аппарату подводят трубопроводы, на концы труб наваривают плоские стальные ответные фланцы идущие в комплекте и соединяют фланец на охладителе и на конце трубы болтами или шпильками не забыв конечно положить между ними прокладку для герметичности. Удобно! Т.к. возникает переодически например для ремонта или профилактики необходимость останавливать работу устройства и разбирать его. На этом маслоохладители имеются четыре плоских стальных фланца. Два для подвода и отвода охлаждающей воды и два для подвода и вывода охлаждаемого масла.
Точно так же присоединяются к различным технологическим емкостям участки трубопроводов. Фланцы 1 и 2 относятся к виду фланцев арматуры, соединительных частей и трубопроводов.
Таким образом можно сказать, что фланцы нужны для организации подключения или присоединения участка трубопровода
к различным технологическим аппаратам и устройствам: теплообменникам, емкостям и т.д., для подвода и отвода сред, а так же для стыковки между собой участков трубы.

Идем дальше. Цифрой 3 на рисунке обозначен то же фланец, но уже относится к типу для сосудов и аппаратов. Вот и проявляются уже различия.
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Стальные фланцы под приварку. Монтаж фланцев стальных приварных
Соединения труб выполняются неразъемными и разъемными.
Неразъемное соединение труб или отдельных частей трубы (прямой участок и стандартные колена) — это соединение, в котором не имеется фланцев, муфт, ниппелей и пр.
Неразъемные соединения осуществляются при помощи сварки и пайки и применяются ограниченно, по специальному согласованию.
Внедрение новых высокопроизводительных методов автоматической и полуавтоматической сварки значительно расширяет возможности применения автоматической сварки приварных фланцев и пр.
, а также дает экономию времени и средств при изготовлении и монтаже деталей трубопроводов.
Фланцы как стандартные разъёмные соединения трубопроводов
Разъёмное соединение выполняется при помощи фланцев, штуцеров, фитингов, дюритовых муфт и пр.
Фланцы в основном применяются для труб диаметром больше 30—32 мм. Фланцы ставятся круглые и овальные. Овальные применяются только в переговорных системах, на сточных и воздушных трубах; в остальных случаях производится круглые фланцы. Круглые фланцы бывают жесткими (фланцы стальные приварные встык и фланцы плоские) и свободносидящими (свободные фланцы ГОСТ 12822-80).
Жесткие фланцы наглухо привариваются к трубе; фланцы свободные с трубой жестко не соединены и могут по ней перемещаться.
Жесткие фланцы применяются для соединения стальных труб и в тех случаях, когда применение свободносидящих (свободных) фланцев не приводит к упрощению монтажных работ.
Фланцы изготовляются из стали, латуни и бронзы; они являются стандартными деталями трубопроводов, поэтому изготовление их специализировано.
Ручная дуговая приварка фланцев
Широко применяемый в настоящее время метод ручной электродуговой приварки стальных фланцев весьма трудоёмок и не обеспечивает нужного качества сварного шва.
В силу этого приходится применять развальцовку, также не обеспечивающую требуемой прочности соединения.
Контактная приварка фланцев
В случае применения фасонных фланцев, т. е. фланцев с буртом, можно рекомендовать автоматический контактный метод приварки фланца к трубе.
Контактную приварку легко освоить — метод этот не нов, а сварочное оборудование выпускается отечественными заводами. Эффективность применения контактной приварки по сравнению с дуговой ручной видна из таблицы 1.
Таблица 1. Приварка фланцев. Сравнительные данные об эффективности различных способов приварки фланцев.
| Операция | Время приварки фланца, мин. | |||||
| к трубе Ду 15 мм | к трубе Ду 100 мм | к трубе Ду 400 мм | ||||
| ручная электродуговая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | |
| Сборка для ручной приварки фланца | 3 | — | 6,0 | — | 12 | — |
| Сварка дуговая ручная | 3 | — | 8,5 | — | 24 | — |
| Сборка в контактной машине | — | 1,0 | — | 2,5 | — | 4 |
| Сварка в контактной машине | — | 0,5 | — | 1,0 | — | 2 |
| Общее время сварки | 6 | 1,5 | 14,5 | 3,5 | 36 | 6 |
Метод контактной приварки универсален, так как позволяет производить приварку фланцев к трубам, имеющим различную толщину стенок и различные сечения.
В табл. 2 приведены данные о применяемой аппаратуре и площадях сечений приварных деталей трубопроводов.
Таблица 2. Аппаратура для приварки фланцев и площадь сечения свариваемых деталей
| Марка аппарата стыковой сварки | Площадь сечения свариваемых деталей, мм2 | |
| минимальная | максимальная | |
| АСА-30 | 113 | 490 |
| АСА-60 | 176 | 1880 |
| АСА-70 | 190 | 2100 |
| АСА-100 | 207 | 2500 |
Указанные в табл. 2 машины необходимо снабжать специальными зажимными устройствами, обеспечивающими надёжность сжатия и центровки свариваемых деталей, а также подвода тока к ним (например, приспособления со съемными губками для захвата фланцев различного диаметра).
Режим приварки может быть рекомендован тот же, что и для сварки труб встык. Внутренний грат при приварке фланцев удаляют оправкой с двумя сменными резцами, установленными на цилиндрической выточке стержня. Удаление производят при горячем шве. Наружный грат удаляют ручником при горячем шве с последующей зачисткой.
Последовательность процесса приварки фланцев рекомендуется следующая:свариваемые изделия укладывают в губках машины; подвижную губку отводят в исходное положение; стыкуемые торцы сводят вместе и закрепляют в губках.
Затем установленные изделия подогревают до температуры 800—900°C. При этой температуре происходит оплавление торцов (детали непрерывно сближают, до перехода от оплавления к осадке). С этого момента, увеличивая скорость передвижения механизма подачи, производят осадку.
Когда сварной шов достигнет необходимой величины осадки, срабатывает автоматический выключатель, ток выключается и процесс приварки на этом заканчивается.
Газовая приварка стальных фланцев обеспечивает достаточную прочность и плотность соединений, но весьма неэкономична (значительная трудоёмкость работ при высокой квалификации газорезчиков; большой расход ацетилена и кислорода).
Автоматическая приварка фланцев качественными электродами, равно как и приварка фланцев автоматом под слоем флюса, не могут быть рекомендованы ввиду:
- высокой трудоемкости работ, особенно при сварке труб со сложной кривизной;
- возможности прожога шва при работе с трубами, имеющими толщину стенок менее 5 мм.
Наиболее приемлемым способом приварки фланцев следует считать контактный. Преимуществами его перед другими способами являются:
- высокая производительность;
- автоматизация процесса;
- высокое качество шва;
- отсутствие дополнительных расходных материалов (электродов, газов и т. д.);
- возможность использования отечественного оборудования.
Полуавтоматическая приварка фланцев под слоем флюса
Уже довольно давно нашел применение прогрессивный способ приварки стальных фланцев к трубам и переборочным стаканам — способ приварки полуавтоматом под слоем флюса.
Основным конструктивным узлом полуавтомата (рис. 1) является каретка с электродом, вращающаяся вокруг неподвижной трубы. Вращение каретки осуществляется вручную. Электрод подается по гибкому шлангу (так же, как в шланговом полуавтомате ПШ-5). На рис. 2 показан переборочный стакан, сваренный полуавтоматом.
Режим сварки следующий: сварочный ток 240—320 А, напряжение дуги 20—25 В, скорость подачи 100 м/час, угол наклона электрода к вертикали 30°.
Развальцовка и отбуртовка труб
Развальцовку конца трубы, входящего во фланец, делают для того, чтобы повысить уплотнение и обеспечить непроницаемость фланцевого соединения. Общий вид развальцованной трубы с фланцем показан на рис. 3.
При изготовлении фланца в нем делают желобок-выточку, куда при развальцовке входит металл трубы. Вальцуемый участок трубы должен плотно лечь в выточку фланца.
Операцию развальцовки производят на специальных станках или приспособлениях. Одна из конструкций станка для развальцовки труб показана на рис. 4. Конец трубы 1 зажимают в тисках 2 при помощи винта 3.
Поворотом маховичка 4 производят нужную установку вальцующего механизма 5. Трубу подводят (и отводят) к вальцующему механизму при помощи штурвала 6.
Вращение патрона 7 с укрепленными на нем вальцующими приспособлениями осуществляется при помощи электродвигателя 8.
На рис. 5 изображен процесс развальцовки.
Отбуртовку, применяемую для соединений значительного количества красномедных труб, а также для некоторых типов фланцевых соединений стальных труб производят в соответствии с назначением трубопровода и характером соединения.
Отбуртовку выполняют для обеспечения плотного прилегания кромки трубы к фаскам фланцев или колец по всему их периметру.
Отбуртованная кромка трубы должна перекрывать фаску фланца или приварного кольца по всей окружности. Трещины, надрезы, рванины на поверхности отбуртовки не допускаются.
Отбуртовку производят вручную или при помощи специальных приспособлений. Второй способ предпочтительнее, как более экономичный и производительный. Развальцовка и отбуртовка контролируются отделом технического контроля.
Проточка фланцев и подрезка под головки болтов и гайки
После приварки производят проточку фланцев, чтобы устранить коробление, получающееся при сварке. Толщина снимаемого слоя на рабочих поверхностях фланцев не должна быть больше 1 мм. Одновременно с этим производят подрезку выступающих кромок трубы, образовавшихся после отбуртовки или развальцовки.
Если на поверхности фланцев до проточки имелись уплотнительные канавки, то после проточки их необходимо восстановить.
Проточку фланцев можно производить либо на горизонтально-расточном станке, либо с помощью специальных приспособлений.
Чтобы обеспечить плотное прилегание гайки или головки болта к тыльной стороне фланца при монтаже труб, необходимо фланец подрезать.
Подрезка мест прилегания гаек (вместо болтов могут применяться шпильки для фланцевых соединений) или головок болтов не должна иметь глубину более 1 мм; при этом плоскость торцовки должна быть параллельна присоединительной плоскости фланца. Подрезку обычно производят подрезным резцом на расточном станке с помощью оправки или специального приспособления.
При применении свободных фланцев проточке подвергаются торцовые поверхности приварных колец. Проточка фланцев контролируется отделом технического контроля.
Заключение
При монтаже фланцев используются методы сварки различного уровня автоматизации. Монтаж фланцев, выполненный последовательно, гарантирует герметичность соединения.
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска. При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.

Допустимое отклонение диска — 2% от наружного диаметра
Как высчитать размер шва?
Во-первых, запомните, что размер шва зависит от самой трубы. Приварка фланцев к стальным трубопроводам в таком случае будет регулироваться шириной внутреннего шва.
Во-вторых, как правило, он приравнивается к толщине стенки, высотой, колеблющейся в диапазоне от 0,5 до 1 см. Шов внешнего сечения, по правилам сварки должен превосходить шов внутреннего в толщине.
Теперь, когда мы определились с типом вашего фланца, можно приступать к работе. Здесь опять же возникает вопрос.
Контроль качества сварных швов
Для проверки герметичности крепления фланца используют ультразвуковой метод. Шов проверяют:
- на трещины;
- присутствие шлаковых включений, наплывов, надрезов;
- недопустимы прожоги, кратеры, пористость.
Дефектоскопия проводится также металлографией. На ответственных соединениях качество сварки фланцев к трубе проверяют радиографическим методом неразрушающего контроля.
Зная тонкости закрепления фланцев, в случае необходимости можно самостоятельно провести приварку диска к участку водопроводной системы.
Читайте также: